南京三門灣電器有限公司 | 專注電力自動化行業(yè)連接器15年 |

咨詢熱線:
180-5198-1125

文章出處:本站 瀏覽量:1799 發(fā)布時間:2021-03-22
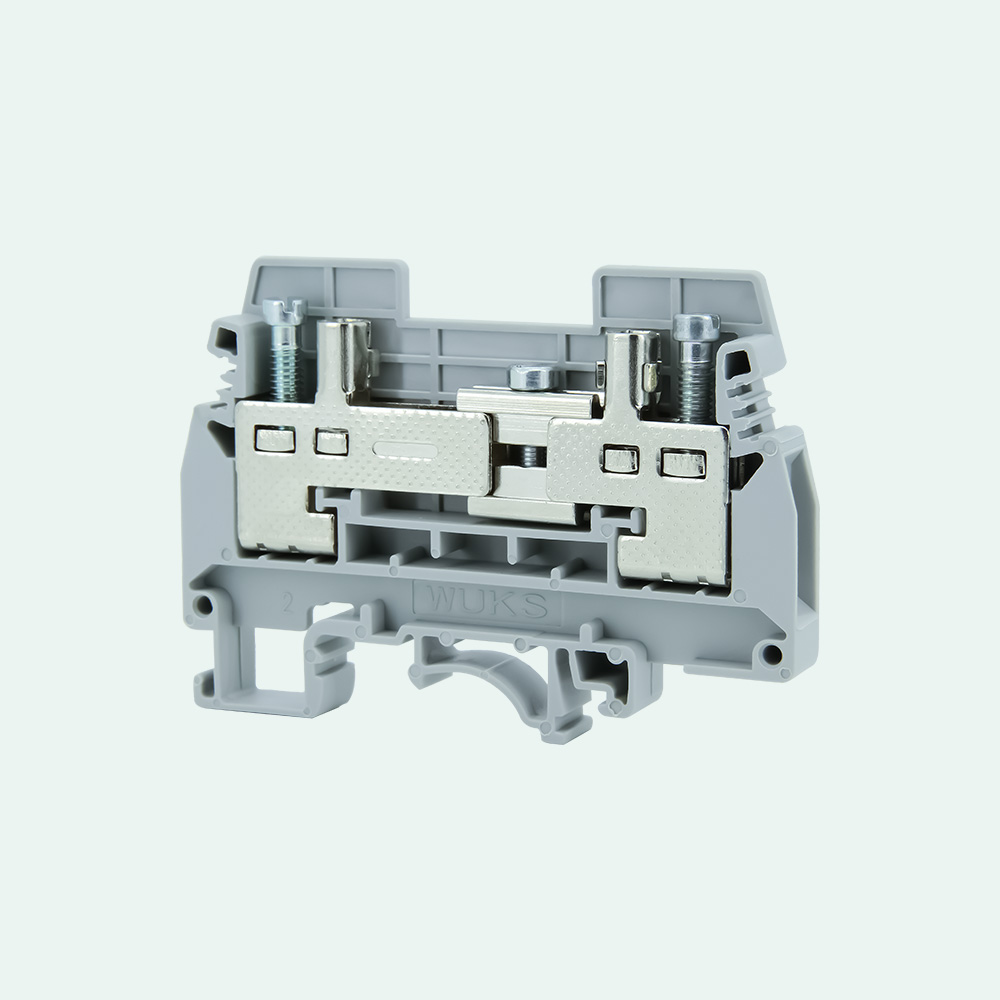
接線端子的半成品生產(chǎn)工藝非常嚴格,。端子隨著電子行業(yè)的發(fā)展,,接線端子的使用范圍越來越多,而且種類也越來越多,。用得最廣泛的除了PCB板端子外,,還有五金端子,,螺帽端子,彈簧端子等等,。UK接線端子具有通用安裝腳因而可安裝在U 型導軌NS 35及G型導軌NS 32 上,。 1.2.封閉型的螺釘引導孔能夠確保理想的螺絲刀操作。接線端子用于實現(xiàn)電氣連接的一種配件產(chǎn)品,,工業(yè)上劃分為連接器的范疇,。 隨著工業(yè)自動化程度越來越高和工業(yè)控制要求越來越嚴格、精確,,接線端子的用量逐漸上漲,。18年專注,專業(yè),只為您今天放心使用,!
接線板端子臺供應(yīng)商
從控制聚碳酸酯原料,保證使用優(yōu)質(zhì)原料,。端子接線塑料底座,,注塑前的準備工作要到位,首先檢查并保證鋼瓶是否干凈,,然后烘干4小時以上,。塑料半成品的質(zhì)量取決于包裝、包裝,、冷卻和脫模的全過程,。合模標志著注塑過程的開始,四個階段嚴格按照公司的生產(chǎn)規(guī)程進行控制,,直至產(chǎn)品脫模,。一般來說,半成品塑膠零件的成型速度與注射制模填料的時間成反比,,但事實上,,填料的時間和注射制模的速度受到許多條件的限制,例如注射壓力,、注射溫度,、塑膠黏度、壓力和時間,、背壓,、塑膠物料等。注塑工程師需要不斷觀察和及時調(diào)整各項參數(shù),,以保證立達電器端子接線半成品的質(zhì)量,。
24小時客服:如果你熟悉上面的利達電氣端子排,如何保證軍品質(zhì)量,?如果您有興趣或有任何問題,,請點擊我們網(wǎng)站右側(cè)的在線客服,或撥打:400-6900-162,,麗達電器,,您周到的采購顧問。
電工布線(接線)規(guī)范
一,、 配電設(shè)備柜內(nèi)元件的電路設(shè)計安裝:
1.裝配前請參閱圖紙和技術(shù)要求,。
2、檢查產(chǎn)品型號,、部件型號,、規(guī)格數(shù)量等,圖紙是否一致。如果發(fā)現(xiàn)未知或不正確的繪圖,,應(yīng)通知團隊領(lǐng)導或與設(shè)計人員溝通,。
三。檢查部件有無損壞,。
4. 必須按照圖紙(如有的話)進行安裝,。
5.組件組裝的順序應(yīng)該是從左到右,從上到下,。
6,、 同一產(chǎn)品型號元器件應(yīng)保證自己組裝一致性。
二,、 二次回路布線:
1,、 控制線采用U型端子或歐規(guī)插入端子,且同一端子臺接線方式不能沒有超過其他兩個部分端子,。歐規(guī)插入或端子系統(tǒng)只能配一個工作端子,。
2、布線至第一線端的方式,,不停的導線連接,。
3、電源線,、接地線需要使用0.5mm2線,。
4.線路顏色管理:直流電源:負極為藍線,正極為棕色(或黃色)線,;主電路:R相黃,、S相綠、T相紅,、零線藍,、PE地線-黃綠或黑色。
5.線束應(yīng)平衡垂直,、排列牢固,、組織良好、整齊美觀,,同一單元中相同部件的布線方法應(yīng)一致,。
6、 二次線不得以實現(xiàn)母線發(fā)生相間穿過,。
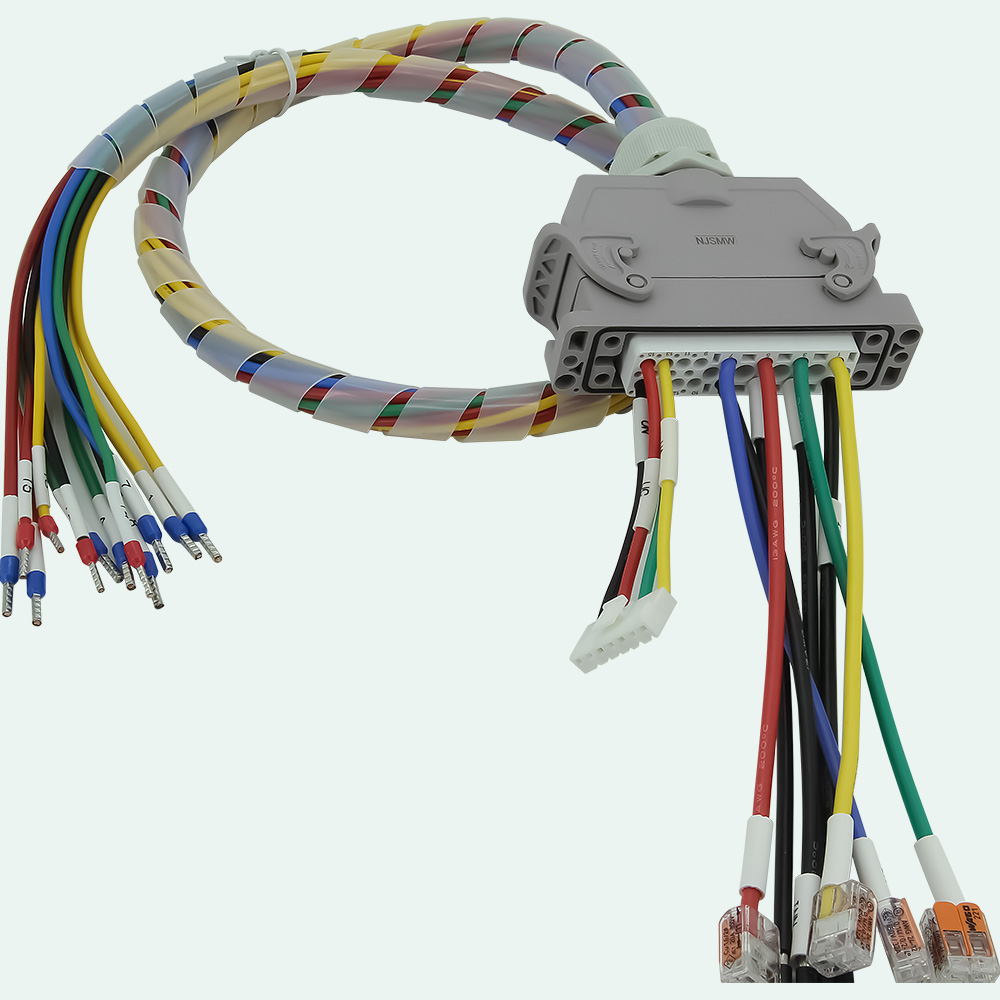
箱體外部布線(現(xiàn)場布線)
1,、應(yīng)盡可能多地在間接線路箱中使用,以減少航空插頭的數(shù)量,,但應(yīng)注意:不同電壓水平的線路不能在同一根空電纜上,。
2,、 地上走線應(yīng)放置電纜橋架(厚度位2mm),并附帶扣式蓋子,橋架應(yīng)可靠接地,。
3,、生產(chǎn)航空插頭時,針線焊接應(yīng)牢固可靠,。


南京三門灣電器享有很高的聲譽,,一直是北京四方繼保,、北京智芯微電子、南京南瑞,、國電南自,、山東電工、上海思源,、魯能集團,、長園、特變電工等著名品牌的優(yōu)秀供應(yīng)商,。
 手機版網(wǎng)站
手機版網(wǎng)站
 聯(lián)系電話: 025-58816835
聯(lián)系電話: 025-58816835 傳真:025-58816856
傳真:025-58816856 聯(lián)系郵箱:[email protected]
聯(lián)系郵箱:[email protected] 公司地址:南京市浦口區(qū)高新技術(shù)開發(fā)區(qū)龍?zhí)┞?號
公司地址:南京市浦口區(qū)高新技術(shù)開發(fā)區(qū)龍?zhí)┞?號